







提高連鑄自動化水平,對保證鑄坯質量、提高連鑄機的勞動生產率、增加連鑄機的金屬收得率起著至關重要的作用。為了提高產品的市場競爭力以及與接軌,某煉鋼廠於1999年新上兩臺8流方坯連鑄機。這種連鑄機一次可拉出8條鋼坯,成材率高,是冶金生產的發展方向。由於該連鑄機流數多,設計拉速高,生產場地狹小,如果由人工手動控制生產流程,容易造成鑄坯輸送不暢,這一問題在短鑄坯生產中尤為嚴重。因此,在連鑄生產過程中實現全自動控制非常重要。
聯係人:吳巧燕
電話:0592-5085207
手機:18030132585
QQ:2851195467
2 控制對象及控制任務
連鑄電氣控制係統由公用PLC和流用PLC兩部分組成。公用PLC的控制對象包括拉矯液壓站、推鋼機及步進式翻轉冷床。其中,拉矯液壓站的控制包括油泵啟/停控制、電磁溢流閥得電/失電控制、油箱油溫控制以及液位高低限和油泵起動故障的聲光報警;對於推鋼機及步進式翻轉冷床,主要是控制推鋼機的前進/退回及冷床的正反轉及啟/停動作。流用PLC的控制對象為引錠桿、火焰切割機、輥道及翻鋼機,主要控制自動送引錠過程、切割機全自動/半自動切割、輸送輥道啟動/停止、翻鋼機翻起/退回以及翻鋼活動擋板的升/降動作等。

3 控制係統的硬件組成
連鑄電氣控制係統的上位機採用兩臺研華工控機,下位機採用18套西門子S7-300 PLC,分別完成兩臺連鑄機公用設備和流用設備的控制任務。
公用PLC採用CP314中央處理單元,由接口模板IM360和IM361實現中央機架和擴展機架之間的數據傳送,由 CP342-5通訊模板建立S7-300 PLC與Profibus-S7網絡的聯接。I/O模塊為9塊SM321-1FF數字輸入模塊及6塊SM322-1HF數字量輸出模塊。流用PLC設計為一套PLC單獨控制生產設備,其構成與公用PLC 的不同之處在於:(1)流用PLC使用2個擴展機架;(2) I/O模塊為10塊SM321-1FF、1塊SM321-1BH和9塊SM322-1HF。
兩臺連鑄機的控制硬件組成完全相同,圖1為一臺連鑄機的電氣控制係統PLC硬件配置圖。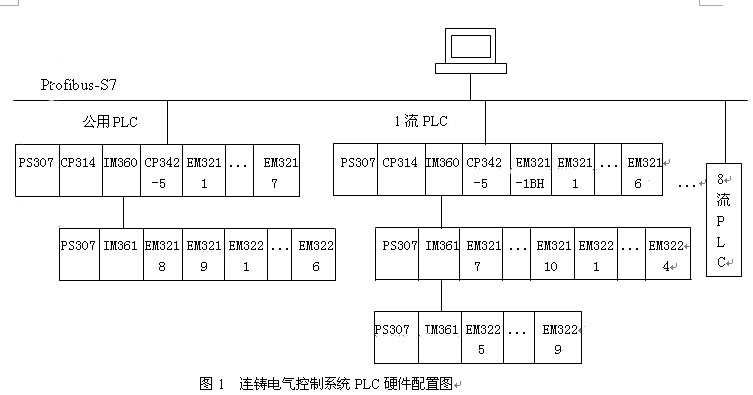
4 控制係統的設計策略
4.1 拉矯液壓站
拉矯液壓站為自動工作方式時,首先進行工作油泵的選擇。當係統壓力 5.5Mpa時,工作油泵啟動,經過1分鐘延時後相應的電磁閥得電,油泵向係統供油;當係統壓力 7Mpa時, 電磁閥失電,油泵停止供油。為了保障異常狀況時的設備,在油泵和電磁閥的控制回路中串入了油箱液位低限信號,以保證在管路嚴重泄漏而造成低液位報警時,延時一段時間後係統自動關閉油泵和電磁閥。此時,不但在拉矯液壓站進行聲光報警,而且相應的報警信息也將顯示在上位機的監控畫面中。
4.2 自動送引錠過程
自動送引錠過程的控制主要是引錠桿存放電機和拉矯機的運轉/停止以及拉矯輥和脫矯輥的自動抬起/壓下。在連鑄生產中要切實保證操作的,這一點在引錠桿工作過程的控制中尤為突出,因為如果引錠桿控制不當,不但會導致巨大的經濟損失,嚴重的還會危及人身,因此在程序設計中採用了限位開關和時間聯鎖的雙重控制方案,即在正常情況下,由限位開關完成設備的控制;如果限位開關發生故障,則由計時器實現控制功能,從而確保了控制的可靠性和操作的性。
4.3 鑄坯切割過程
在自動工作狀態下,鑄坯切割分為全自動和半自動兩種方式。全自動方式的切割指令為定尺儀發出的定尺信號;半自動切割方式為當鑄坯達到定長時,人為發出切割指令。在接收到切割指令後,抱夾缸電磁閥及預熱燃氣、預熱氧、切割氧電磁閥分別得電,切割機開始進行鑄坯切割。當鑄坯切斷後,上述電磁閥一並失電,回程缸電磁閥得電,切割機返回至初始位置。經延時後回程缸電磁閥失電。至此,鑄坯的自動切割過程結束。
4.4 輥道輸送及翻鋼過程
輥道輸送係統包括剪前I組輥道、剪後II組III組輥道及冷床IV組輥道。在冷床IV組輥道上,按鑄坯輸送方向依次布置了1#∼3#控制擋板及1#∼3#活動擋板。剪前I組輥道主要用於連鑄澆鋼結束時的尾坯處理,在程序中僅做正反轉互鎖設計。因此,該部分的控制對象是剪後II組、III組輥道、冷床IV組輥道及翻鋼機,而且生產鑄坯的長度不同,程序設計亦有所不同,即12米長鑄坯的輸送及翻鋼控制僅使用3#控制擋板及1#活動擋板的動作信號, 3.2米短鑄坯的輥道及翻鋼控制設計則需要使用1#∼3#控制擋板及1#∼3#活動擋板的動作信號。
4.5 推鋼機
推鋼機的工作行程由主令控制器的推鋼接點和退回接點控制,其控制設計主要基於聯鎖方面的考慮:(1)步進式翻轉冷床工作時,禁止推鋼機推鋼;(2)為了避免推鋼機動作時推頭與正在翻鋼過程中的翻鋼機衝突,在推鋼機進行推鋼時,翻鋼機禁止翻鋼;(3)推鋼機完成一個推鋼周期後,解鎖對翻鋼機的動作封鎖,翻鋼機可以進行下一個翻鋼過程。
4.6 步進式翻轉冷床
步進式翻轉冷床的反轉一般僅用於縮短冷床上鑄坯的存放間隔,冷床的正轉動作則可以實現鑄坯輸送。冷床的正反轉停止動作由安裝在減速機軸上的主令控制器的正反轉接點進行控制。由於停止在上齒位的冷床會阻礙推鋼機的推鋼操作,因此要保證冷床停止時停在下齒位,這一控制任務通過調整主令控制器接點來實現。
冷床處於自動工作方式時,如果冷床在推鋼機退回後馬上動作,則會與推鋼機發生碰撞,造成設備損壞,所以,程序中設計推鋼機退回動作一段時間後,冷床方可連續正轉。另外,應根據冷床電機轉速、減速機減速比及主令控制器減速比等技術參數計算冷床正轉動作時間,以確保冷床連續正轉8周,從而完成一次多8根鑄坯的輸送工作。程序設計還保證了主令接點的閉合動作將立即停止冷床,從而避免了在控制冷床停止時,電機的慣性造成主令接點旋即打開從而使得冷床繼續動作而無法停下來的情況。
5 結束語
連鑄係統的控制要點及難點主要有兩個方面:(1)確保操作。如前所述,在引錠桿的控制中著重考慮了這一點,因此在程序設計中採用了限位開關和時間聯鎖的雙重控制方案,即在正常情況下,由限位開關的動作控制引錠桿存放電機停止;當限位開關失靈時,則由計時器完成這一功能,從而確保了控制的可靠性。S7-300 PLC功能的計時器指令為這一功能的實現帶來設計上的便利。(2)各部分之間存在著復雜的聯鎖關係。如在閉鎖現場操作箱和平臺操作箱的前提下才能在操作臺進行自動送引錠操作,而當引錠桿工作方式轉為手動時,應該自動解除對現場操作箱和平臺操作箱的操作閉鎖;又比如,為了避免推鋼機推頭動作時與正在翻鋼過程中的翻鋼機衝突,在翻鋼機的控制中,設計了翻鋼機翻鋼後的動作自鎖和推鋼機完成一個推鋼周期後對翻鋼機的操作解鎖。諸如此類的復雜聯鎖關係還有很多,在此不作一一贅述。借助於S7-300 PLC的閉鎖及解鎖指令可以很方便、靈活地實現這些復雜的聯鎖任務,從而確實保證了控制的嚴謹與可靠。
另外,S7-300 PLC豐富的網絡功能可以充分滿足不同控制係統的需求。S7-300 PLC既有快速響應遠程I/O的Profibus-DP網絡,又有採用西門子內部優化協議─S7 functions 協議的Profibus-S7網絡,等等。在該係統中,由於公用PLC與流用PLC在控制功能上相對獨立,而且彼此之間需要互相傳送數據,因此不宜於採用主從方式的DP 網絡結構,故採用了Profibus-S7網絡。公用PLC與流用PLC的CP314中央處理單元均由CP342-5模塊建立與網絡的連接,因此,2臺公用PLC、16臺流用PLC及2臺上位機均為Profibus-S7上的主站,各站之間的通信由FDL(fieldbus data link)完成,通過FDL便利的連接組態和簡單的編程工作,很容易地實現了連鑄控制係統的要求。
實踐證明,該係統設計合理,可靠,減輕了工人的勞動強度,提高了生產效率,為唐鋼取得良好的經濟效益以及通過產品結構調整增強市場競爭力提供了技術上的保障。同時也充分地表明,西門子S7-300 PLC在唐鋼連鑄電氣控制係統中的應用是非常成功的。
Danfoss 082H302201
Danfoss 018F6701
Danfoss 17520401
Danfoss VLT5000
Danfoss VLT6000
DANFOSS 201-022-T4-CV1
Danfoss 131H1599
Danfoss 175Z4371
Danfoss 175Z0119
Danfoss 131H1597
Danfoss MCD3045-T5-B21-?CV4
Danfoss MCD3022-T5-B21-?CV4
Danfoss VLT3003
Danfoss 56-HL4VF
Danfoss 013G5012
Danfoss DMS330
Danfoss VLT102
Danfoss VLT3006
Danfoss VLT102
Danfoss VLT6000HVAC
Danfoss 032F1299
Danfoss VLT6000HVAC
Danfoss VLT6002HT4C54ST?R3DLF10A00C1
Danfoss 032F3103
Danfoss 176H9080
Danfoss 003H6903
Danfoss 032U1246
Danfoss 003H6621
Danfoss PMLX40
Danfoss FF-160-G3
Sauer-Danfoss 151B3100
Danfoss 082G300101
Danfoss 082H7018
Danfoss 065F603201
Danfoss 082G1422
DANFOSS 175N0131
Danfoss RT101L
Danfoss 195H6525
DANFOSS VLT3042
DANFOSS VLT3060
DANFOSS VLT131G7970
Danfoss 017-520866
Danfoss 067B2790
Danfoss 191G0001
Danfoss 150-0040
Danfoss 017613G046
Danfoss 230607G182
Danfoss 082F1041
DANFOSS MCD3037-T5-B21-?CV4
Danfoss 083F4117
Danfoss MCD3000
Danfoss 130B1200
Danfoss VLT5002
DANFOSS VLT2050
DANFOSS FC-102
DANFOSS VLT6004
DANFOSS VLT2803
DANFOSS VLT5006
DANFOSS 195H6522
Danfoss VLT175Z0825
DANFOSS VLT5011










