







| «~µPˇG¦í¤Í | łW®ćˇG»ôĄţ | §÷˝čˇGĽĐ·Ç |
| ˛Ł¦aˇG¤éĄ» |

G2ÂëżűŞO,¶i¤fG2Âëżű´Î,G2Âëżű´Î»ů®ć,Âëżű´ÎĽt®a,Âëżű´Îłř»ů,µw˝č¦XŞ÷Âëżű´Î,˝ÄŔŁ©ÔĂěÂëżű´Î,Âëżű¬ăżi´Î,Âëżű¶ę´ÎŔJ¨č¤M,Âëżűşëżi´ÎXF1 AF1 AF0 AFU
A1 KD20 KH12 KH03 KH05 A1 H1 F0 F1 D2 GR30 G1 G2 G5 G6 G7 G8 EH10 ZF16ło¨Ç§÷˝č«Ü¤jµ{«×
¤WłŁŻŕ§JŞAĹܧΡA˝ÄŔ»ˇA«¸üˇA°ŞŔŁˇA»G»k©M°Ş·ĹµĄÄY»Ĺ±řĄóˇC
§÷˝č¤¶˛ĐˇG
¶W¶W·L˛É¦XŞ÷ˇuAF1 XF1ˇv
¤ńĄH©ą§÷˝č§óĄ[·L˛Ó¤ĆˇAݨ㰪¶´©ĘˇB°Şµw«×ˇAąę˛{¤FŔu˛§¤bĄß©ĘŞş°Ş¤ôĄŞş§÷˝čˇC
¶W·L˛É¦XŞ÷ˇuA1ˇv
¶W·L˛É¦XŞ÷A1¬O@żi·l©Ę¶´©Ę°ŞˇBłqĄÎ©ĘŔu˛§Şş§÷˝čˇC
·L˛É¦XŞ÷ˇuH1ˇv
ĄÎ©óĄ[¤u«DĹKŞ÷ÄݡA¬Oȱo«HżŕŞş§÷˝čˇC
¤@Żëµw˝č¦XŞ÷ˇuEH10ˇv
¦bűĹK©MĂř«d§÷Şş¤@ŻëĄ[¤uŔłĄÎ¤¤±o¨ě«Ü°Şµű»ůŞş§÷˝čˇC¬OľAĄÎ©óĆpŔYˇBµ±¤MĄÎŞş¦XŞ÷ˇC
ˇuKH«Y¦Cˇv
KH03¨ă¦łĄi»PA1¤ÇĽÄŞş±j«×ˇ]§Ü§é¤Oˇ^©Mµw«×ˇA¦ÓĄB@±Y¤f©Ę»P¶W·L˛É§÷˝č¬Ű¤ń¦ł¤F¤j´TŞş§ďµ˝ˇC
KH05µw˝č¦XŞ÷ŞşÖßµ˛ľŻ¶q°Ş©óKH03ˇA´Ł°Ş¤F±j«×ˇ]§Ü§é¤Oˇ^ˇB@±Y¤f©ĘŞş§÷˝čˇC

¶W·L˛ÉĄÎ¶Wµw˝č¦XŞ÷ˇG
¦bIGETALLOYÂ×´IŞş§÷˝čşŘĂţ¤¤ľAĄÎ©óĽŇ¨ă§÷®ĆŞşˇuµw˝čŞO§÷ˇv©MľAĄÎ©óĆpŔYµ±¤M§÷®ĆŞşˇuµw˝č´Î§÷ˇvąę˛{¤F®w
¦s¤ĆˇC
µw˝č¦XŞ÷ˇuIGETALLOYˇvˇAľÖ¦łŞř´ÁąęÁZ©MľAĄÎ¦UşŘĄÎł~«~şŘÂ×´IŞş§÷˝č«Y¦CˇA¦]¨äŔu˛§Şş©ĘŻŕ˛`¨üĽs¤jĄÎ¤á«C
·ýˇC
IGETALLOYłĆ¦ł§ďĹܤFĄDn¦¨¤ŔWC˛É«×ˇBTiCˇBTaCµĄŞş´_¦ˇşŇ¤ĆŞ«¦¨¤Ŕ¤Î¨ä˛KĄ[¶qĄH¤Îµ˛¦X§÷˘Ń˘÷Şş˛KĄ[¶qŞş¦hşŘ˛Ő´©M˛Ő¦¨Şş¤Á«d¤u¨ăĄÎµw˝č¦XŞ÷ˇAłqąLąďĄ¦ĚŞş°Ď§O¨ĎĄÎˇA¦b¦hĽËŞşłQ«d§÷ˇB¤Á«d±řĄó¤§¤Uµo´§Ŕu˛§Şş@żi·l©Ę©M¶´©ĘŞşˇC
|
| IGETALLOYŞşŻSÂI¬O±NĄDn¦¨¤ŔWC˛Ő´±±¨î¦b0.2ˇă1ŁgmĄH¤UŞş¶W·L˛ÉˇA ¬OݳƤF°Ş±j«×©Mµw«×Şşµw˝č¦XŞ÷ˇCĄtĄ~ˇA¨ă¦łŔu˛§ŞşľW§Q©ĘˇAĄ[¤u±ŞşŞí±¦¨¦â¤]«ÜŔu˛§ˇC ĆF¬ˇąBĄÎło¨ÇŻSŞřˇA¦bĄHŁp0.1mmĄH¤UŞş¦L¨ęąq¸ôŞOĄÎĆpŔY¬°şŞşĆpŔYˇBĄß»Ń¤M§÷®Ć©M Áˇ¤b¤Á¤f¤MˇBşë±KĽŇ¨ăµĄ¦hşŘĄÎł~¤¤µo´§Ŕu˛§©ĘŻŕˇC |
ąĎ¤ů®iĄÜˇG

µw˝č¦XŞ÷Şş˛Ő¦¨»PŔłĄÎ«e´şˇG
 |
Ż»®Ćµw˝č¦XŞ÷¬O¤@«Y¦CĄŃÖßµ˛ľŻÖßµ˛şŇ¤ĆŞ«Áű˛É˛Ő¦¨Şş¦X¦¨§÷®ĆˇCşŇ¤ĆŞ«Şş¤ń¨Ňłq±`¦ű¦X¦¨Ş«Á`«¶qŞş70%-97%ˇA¨ä´ą˛É˛É«×Ą§ˇ¦b0.2-14 ?m¤§¶ˇˇC |
µw¬ŰşŇ¤ĆÂëˇ]WCˇ^»PÖßµ˛¬ŰąWˇ]Coˇ^˛Ő¦¨¤F°ňĄ»Şşµw˝č¦XŞ÷µ˛şcˇA¨ĂĄH¦ą°ň¦¶}µo¤F¨äĄ¦Ăţ§OŞşµw˝č¦XŞ÷ˇC°Ł
¤FŻÂşŇ¤ĆÂë-ąW˛Ő¦¨ˇXˇXÁŮĄ]¬A¤FşŇ¤ĆÜgˇ]TiCˇ^ˇBşŇ¤Ćມ]TaCˇ^ˇBşŇ¤Ćŕ·ˇ]NbCˇ^µĄ«ö¤Ł¦P¤ń¨Ň˛Ő¦X¦Ó¦¨Şşµw
˝č¦XŞ÷ˇC
ło¨ÇşŇ¤ĆŞ«Żŕ°÷¤¬·»ˇA¨Ă§t¦ł°Ş¤ń¨ŇŞşşŇ¤ĆÂëˇC¦PĽËˇAĄHąW§@Ößµ˛¬Ű©Î§ąĄţĄŃ¨äĄ¦¦XŞ÷¤¸ŻŔ¦pÂěˇ]Niˇ^ˇB»Ěˇ]Crˇ^ˇB໡]Moˇ^ˇBĹKˇ]Feˇ^µĄ´ŔĄN¤]Ąi˛ŁĄÍµw˝č¦XŞ÷ˇC¦]¦ąˇA¤TĂţ¬Űşc¦¨¤Fµw˝č¦XŞ÷ˇC¦b§MŞ÷µüŞí¤¤ˇAşŇ¤ĆÂë¬ŰłQşŮ¬°Ł\¬ŰˇAÖßµ˛¬Űˇ]¦pąWˇBÂ쵥ˇ^şŮ¬°Ł]¬ŰˇA¨äĄ¦łćżW©Î¦X¦¨şŇ¤ĆŞ«¬Űˇ]şŇ¤ĆÜgˇBşŇ¤ĆມBşŇ¤Ćŕ·µĄˇ^¬° ¬ŰˇC°Ł¤FŔłĄÎ©óŞ÷ÄݤÁłÎˇA¤Wąď©óµw˝č¦XŞ÷ŞşŔłĄÎ»â°ě¨Ă¨S¦ł©ú˝T¦a¤ŔĂţˇC¦ý¬OˇA®ÚľÚµw˝č¦XŞ÷µP¸ą§ÚĚŻŕ§âĄ¦Âk©óĄH¤U´XĂţˇG |  |
¨îły¤uĂŔ Ż»Ą˝§MŞ÷§÷®ĆşĄý¬O®ÚľÚ˛Ł«~n¨D±N¦UşŘ©Ň»ÝŞşŻ»®Ć«öŞş¤ń¨Ň˛V¦XˇC |  |
![]()
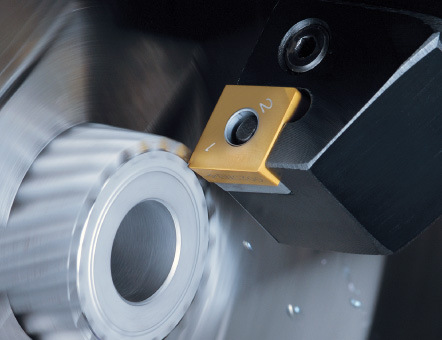
¤éĄ»¦í¤ÍÂëżűŔu¶ŐˇG
ŻčŞĹ¦t©z-ą«~Ą[¤u-ľ÷±ńąsłˇĄó-Ş÷ÄݤÁ«d-ĄŰŞo»P¤ŃµM®đ¤u·~-¸ę·˝¦AĄÍ-łn˝č§÷®Ć¤Á«d-ĄŰ§÷ż÷¤Á»P¸HĄŰ
¦b«Ü¤j˝dłň¤şˇAµw˝č¦XŞ÷ݨă¨}¦nŞşµw«×©M¶´©ĘˇA¦]¦ą¨ä¦¨¬°ľAĄÎ©ĘĽsŞşµw˝č§÷®ĆˇAĽsŞxŔłĄÎ©ó¤uµ{©M¤u¨ă
˛Ł«~ˇC
µw˝č¦XŞ÷ľÖ¦łŞşµw«×©M@ŔŁ±j«×ˇAĄB¨ă¦łŞş@żi©Ę©MĄiľa©ĘˇC¦]¨äµw«×°ŞˇA@żi©M«d¤Á¤M¤bľW§Qło¨Ç
ŻSÂIˇAĽsŞxľAĄÎ©ó¨îły@żiłˇĄóˇBŞ÷ÄݤÁłÎ¤u¨ăˇC
µw˝č¦XŞ÷¬O¨îłyĆpŔYĆ^ľ¦Şş˛z·Q§÷®ĆˇA¦]¬°Ą¦¨ă¦ł°Şµw«×ˇB§ÜŔ»±j«×©MľÉĽö«YĽĆŞşŻS©ĘˇC
ĄŰŞo»P¤ŃµM®đ¤u·~©ŇĄÎŞşł\¦hł]łĆn¦b´c¦HŔôąŇ¤U§@·~ˇA¤Ł¶Č»Ýn©č§Ü§t¨F˛É©M¨äĄL¬ăżi¤¶˝čŞş°Şłt¬yĹ骺«I
»kˇAÁŮn©čľ×¦í»G»k·l®`ˇCşî¦X¤Wz¨âÓ¦]ŻŔˇAĄŰŞo©M¤ŃµM®đ¤u·~łv¨BÂŕ¦V¨ĎĄÎ§ó¦hŞşµw˝č¦XŞ÷°tĄóˇC
¤˝ĄqŔu¶Ő
![]()
˛Î¤@ˇ§¦ł¦h¤ÖĹU«Č´N¦ł¦h¤Öqłćˇ¨Şş»{ĂѡA¤˝Ąq¤é±`łĆ¦ł70Ó˛Ł«~Ăţ§OˇAĄHşˇ¨¬¦UşŘ°Ş¤ôĄŞşĹU«Č»Ý¨DˇC
¬°¤F¦VĹU«Č´Ł¨Ń¨ă¦ł¸ű°Ş¦wĄţ©Ę»PĄiľa©ĘŞş˛Ł«~ˇA¤˝ĄqľĚÉŞş¤@±řŔsĹé¨îąę¬I˝č¶qşŢ˛zˇAĄH¦ą˝T«O«~˝čˇA¨Ă¤ŁÂ_§ąµ˝ĹU«Čşˇ·NŞşĹé¨îˇC
¤˝ĄqĄHŞş¤@±řŔsĹé¨î¬°¶b¤ßˇAĄHˇ§µu2¤ŃˇA§ÖłtĄćłfˇ¨¬°ĄŘŞşˇA¨łłtŔłąď»Ý¨DˇA¬°ĹU«Č´Ł¨Ńˇ§®É¶ˇ¤WŞşŞţĄ[ȡ¨ˇC
¤˝ĄqľĚÉŞş¶}µoŻŕ¤O»P¦ć·~°Ş¤ô·ÇŞş§ŢłNŻŕ¤OˇA¤ŁÂ_P¤O©óĄý¶iµw˝č¦XŞ÷§÷®ĆŞş¶}µoˇB¬ă¨s¤u§@ˇC
§ŢłN«üľÉˇGˇ]¨®«dĄ[¤uŞş°ÝĂD¤Îąďµ¦ˇ^
°ÝĂDˇG«á¤M±ĽŻ·l
ě¦]ˇG¤M¨ă§÷˝čŞş@żi©Ę¤Ł¨¬ˇP«e¤M¨¤ąL¤pˇP¤Á«dłt«×ąL°ŞˇP¶iµą¶q·Ą§C
ąďµ¦ˇGżďľÜ@żi©Ę°ŞŞş§÷˝čˇPĽW¤j«e¤M¨¤ˇP°§C¤Á«dłt«×ˇPĽWĄ[¶iµą¶q
°ÝĂDˇG¤ë¤úĎqżi·l
ě¦]ˇG¤M¨ă§÷˝čŞş@¤ë¤úĎqżi·l©Ę¤Ł¨¬ˇP«e¤M¨¤ąL¤pˇP¤Á«dłt«×ąL°ŞˇP¶iµą¶q©M¤Á˛`ąL¤j
ąďµ¦ˇGżďľÜ@¤ë¤úĎqżi·l©Ę°ŞŞş§÷˝čˇPżďľÜĄ·Ć©Ę°ŞŞşŇ\ĽhˇPĽW¤j«e¤M¨¤ˇPżďľÜĄż˝TŞş¤M¤ůÂ_®hĽŃˇP°§C¤Á«dłt«×ˇP´î¤p¶iµą¶q©M¤Á˛`
°ÝĂDˇG¤M¦y·l¶Ë
ě¦]ˇG¤Á¤b¤p±Y¤fˇP¤M¨ă§÷˝čŞş¶´©Ę¤Ł¨¬ˇP¤Á®hÖߪţľÉP¤Á¤b˛ć¸¨ˇP¤Á¤b±j«×¤Ł¨¬ˇP¶iµą¶q©M¤Á˛`ąL¤j
ąďµ¦ˇGżďľÜ¶´©Ę°ŞŞş§÷˝čˇPżďľÜ¤Ł©öÖߵ۪ş§÷˝čŇ\Ľh/Ş÷ÄÝłł˛ˇ§÷˝čˇPĽW¤j¤Á¤bŞşË¶ę¶qˇP´î¤p«e¤M¨¤ˇP´î¤p¶iµą¶q©M¤Á˛`
°ÝĂDˇG¤Á¤b±Y·l
ě¦]ˇG¤M¨ă§÷˝čŞş¶´©Ę¤Ł¨¬ˇP¤Á¤b±j«×¤Ł¨¬ˇP¤M±ě±j«×¤Ł¨¬ˇP¶iµą¶q©M¤Á˛`ąL¤j
ąďµ¦ˇGżďľÜ¶´©Ę°ŞŞş§÷˝čˇPżďĄÎ¤Á¤b±j«×°ŞŞş¤M¤ůÂ_®hĽŃˇPżďľÜ¤jľî¤Á¤b¨¤Şş¤M±ěˇPżďľÜ¤M¬`¤Ř¤o¤jŞş¤M±ěˇP´î¤p¶iµą¶q©M¤Á˛`
°ÝĂDˇGżn®h˝FŞşŞţµŰ
ě¦]ˇGżď©wŞş§÷˝č¤Ł¦XľAˇP¤Á¤bľW§Q©Ę®tˇP¤Á«dłt«×ąL§CˇP¶iµą¶qąL§C
ąďµ¦ˇGżďľÜ»PłQ«d§÷®ĆżË©M©Ę§CŞş§÷˝čŇ\Ľh/Ş÷ÄÝłł˛ˇ§÷˝čˇPżďľÜĄ·Ć©Ę°ŞŞşŇ\ĽhˇPĽW¤j«e¤M¨¤ˇP´î¤p˶ęˇP´Ł°Ş¤Á«dłt«×ˇPĽWĄ[¶iµą¶q
°ÝĂDˇG¶ě©ĘĹܧÎ
ě¦]ˇG¤M¨ă§÷˝čŞş@Ľö©Ę¤Ł¨¬ˇP«e¤M¨¤ąL¤pˇP¤Á«dłt«×ąL°ŞˇP¶iµą¶q©M¤Á˛`ąL¤jˇP¤Á«dŞo¤Ł°÷
ąďµ¦ˇGżďľÜ@Ľö©Ę°ŞŞş§÷˝čˇPĽW¤j«e¤M¨¤ˇP°§C¤Á«dłt«×ˇP´î¤p¶iµą¶q©M¤Á˛`ˇPľA¦XŞş¤Á«dŞo¶q
°ÝĂDˇGąŇ¬É·l¶Ë
ě¦]ˇG¤M¨ă§÷˝čŞş@żi©Ę¤Ł¨¬ˇP«e¤M¨¤ąL¤pˇP¤Á«dłt«×ąL°ŞˇP¶iµą¶qąL°ŞˇP¤Á˛`¤ŁĹÜ
ąďµ¦ˇGżďľÜ@żi©Ę°ŞŞş§÷˝čˇPżďľÜĄ·Ć©Ę°ŞŞşŇ\ĽhˇPĽW¤j«e¤M¨¤ˇP°§C¤Á«dłt«×ˇP°§C¶iµą¶qˇP§ďĹܨϤÁ˛`ĹÜ°ĘŞşĂä¬É¦ě¸m
¦í¤Íµw˝č§÷®ĆĄH¦Ű¨©Ň¨ăłĆŞşŔu˛§©ĘŻŕˇAŻŕ°÷¤ŁÂ_´Ł°Ş«Č¤áŞşĄÍ˛Ł¤OˇC§@¬°Ąţ±Şşşî¦X©Ę¨ŃŔł°ÓˇA§ÚĚŻŕ§â´¤˛Ł«~ŞşľăӨѳf©P´ÁˇCąďľă®M¬yµ{ŞşşŢ˛z«OĂҤF§Ú̲Ł«~Şş«~˝čˇA¦P®ÉĆF¬ˇ¦aşˇ¨¬¦UӫȤ᪺»Ý¨DˇA¦pµP¸ą˛Ő¤ŔˇA´X¦ó¤Ő®|©M¤Ř¤o¤j¤pµĄˇC
ŞF·~¤j©Ýµw˝č¦XŞ÷¨Ć·~łˇˇXˇXÁp«Y¤č¦ˇ ŞA°ČĽö˝uˇG400-666-4378 ľP°âÁ`ľ÷ˇG0769-82990080 18˝u ¶ÇŻuqłćˇG0769-87288036 §ë¶D¤¤¤ßˇG0769-87983965
«ČŞAĄNŞí:ÄÁ¸g˛z 13609689756 |













