






ľAĄÎ˝dłň©Młő´ş
¤@ľ÷¦hŻŕˇAĄ»ľ÷±NÂI˛kˇBłsÄňşë±K˛kˇB´ă˛kˇ]TIGˇ^ˇBłsÄňşë±KľT˛k¤ÎľT˛kµĄ5şŘ˛k¸ÉĄ\Żŕ¦¨Ą\Şşµ˛¦X¦b¤@°_ˇC¨Ď˛k¸É§@·~§ó²«KˇB§Ö±¶ˇC ·sĽWŞşłsÄňşë±KľT˛k¬°§Ú¤˝ĄqĄ\ŻŕˇA¨ĎÁˇľTŞO¤]Żŕąę˛{şë±K˛k±µˇAĄBĽöżé¤J¶q¤j¤j°§CˇA˛Ł«~Ĺܧζq¤pˇC²«KˇB§Ö±¶ŞşľŢ§@©ĘŻŕ¨¬Ąi¶W¶VżEĄú˛k¸ÉˇAĄHşˇ¨¬«Č¤á§ó¤j˝dłňŞş»Ý¨DˇC
˛Ł«~§ŢłNŔu¶Ő
¤@ˇB±ÄĄÎ¬ü°ę¶i¤f32¦ěARMłB˛zľą§@¬°ĄD±±Şä¤ůˇAłB˛złt«×°ŞąF72MHZˇAąq¬y±ÄĽËˇA˛k±µ®É¶ˇ±±
¨îˇA˛k±µąLµ{¤¤ąq¬y¤Ŕ°Ď¤Á´«łt«×§ÖˇC
¤GˇB±ÄĄÎ¶i¤fMOSFET,@·ĹĄiąF150Äá¤ó«×ˇA©ĘŻŕĂ©wˇC
¤TˇB±±¨îłˇ¤ŔĄţ¶K¤ů¤uĂŔˇAĄţ¦Ű°Ę¶K¤ůľ÷¶K¸ËˇA·Ç˝TµL»~ˇA«OĂҲŁ«~ŞşĂ©w©Ę©M˝č¶qˇC
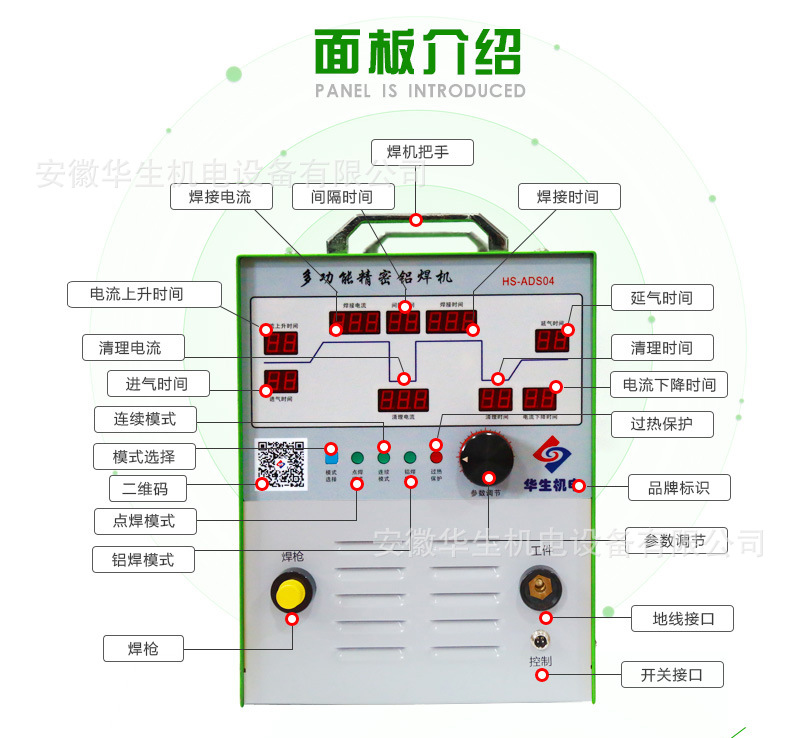
˛Ł«~Ą\Żŕ°ŃĽĆ
¤@ˇBÂI˛kĽŇ¦ˇˇG¦hşŘ˛k±µ°ŃĽĆĄi˝ŐˇA¶i®đ®É¶ˇˇ]0.1S-2Sˇ^ˇBąq¬y¤W¤É®É¶ˇˇ]0-30%ˇ^ˇB˛k±µąq¬yˇ]1-200Aˇ^ˇB˛k±µ®É¶ˇˇ]1-500MSˇ^ˇBąq¬y¤U°®É¶ˇˇ]0-40%ˇ^©M©µ®đ®É¶ˇˇ]1-20Sˇ^ˇC
¤GˇBłsÄňşë±K˛kĽŇ¦ˇˇG¬Űąď©óÂI˛kĽŇ¦ˇ¦h¤F¶ˇąj®É¶ˇ˝Ő¸`ˇ]0.1-2Sˇ^ˇC
¤TˇB´ă˛kĽŇ¦ˇˇG¦błsÄňşë±K˛kĽŇ¦ˇ¤U±N¶ˇąj®É¶ˇ˝Ő¸`¬°0§YĄiˇC
Ą|ˇBłsÄňşë±KľT˛kĽŇ¦ˇˇG¦błsÄňşë±K˛kĽŇ¦ˇ¤UĽWĄ[¤F˛M˛ząq¬yˇ]1-200Aˇ^©M˛M˛z®É¶ˇˇ]10-90%ˇ^ˇC
¨ăĹé˝Ő¸`¤¶˛Đ
¤@ˇB¶i®đ®É¶ˇˇ]0.1-2Sˇ^˛k±µ´Ł«e¶i®đ˝Ő¸`ˇA¦ł®Ä±ĆŞĹn˛k±µłˇ¦ěŞşŞĹ®đˇA«OĂŇĂ©w°_©·©M§í¨î°_©·¬µ©·
˛{¶HˇC
¤GˇBąq¬y¤W¤É®É¶ˇˇ]0-30%ˇ^˝Ő¸`Ąi¦ł®Ä§ďµ˝°_©·ĄW§|ˇC
¤TˇB˛k±µąq¬yˇ]1-200Aˇ^ˇA°_©·ąq¬yĄiĄHŔH·N˝Ő¸`ˇA¤Ŕ§O˛k±µ©Î׸ɤŁ¦P¤uĄóˇC
Ą|ˇB˛k±µ®É¶ˇˇ]1-500MSˇ^ˇA˝Ő¸`¦ą°ŃĽĆĄiĄH˝Ő¸`°_©·«áş˛¤ĆŞ÷ÄÝŞş®É¶ˇˇA«OĂŇşë±K˛k±µˇAŞş±±¨îĽöżé¤J¶qˇA·Ą¤jŞş°§C˛Ł«~ĹܧζqˇC
¤@ˇB¶ˇąj®É¶ˇˇ]0.1-2Sˇ^łsÄňşë±K˛k±µ®ÉˇAłsÄň˛k±µŻß˝Ä°±ąy®É¶ˇˇA¤j¤j´Ł˛k±µ®Ä˛vˇF˝Ő¸`¨ě0®É¬°
´ă˛kĽŇ¦ˇˇAąq¬y±±¨îˇA©ńąqąq©·¶°¤¤ˇA§ąĄţ¶W¶V¤@Żë´ă©·˛kˇC
¤GˇB˛M˛ząq¬yˇ]1-200Aˇ^,Ą\ŻŕˇAľT˛k±µąLµ{¤¤»Ýn˛M˛zŞí±®ń¤Ć˝¤ˇA±`łWľT˛kľ÷Şş˛M˛ząq¬y©M˛k±µąq¬y¬O
¬Ű¦P¤j¤pˇA˛M˛z®ÄŞG¦nŞş®ÉÔÂë·ĄżN·lÄY«ˇF§ÚĄqŞşĄiĄHłćżW˝Ő¸`˛M˛ząq¬yˇA¬J«OĂҤF˛M˛zľTŞí±®ń¤Ć˝¤Şş®ÄŞGˇA¤S¤j¤j°§C¤FÂë·ĄżN·lˇAŻS§O¦b¤pąq¬y˛k±µ®ÉµL»Ý¸g±`¬ăżiÂë·ĄˇC
¤TˇB˛M˛z®É¶ˇˇ]10-90%ˇ^ˇAľT˛kąLµ{¤¤˝Ő¸`¦ą°ŃĽĆĄiĄH˛M˛zľTŞí±Şş®ń¤Ć˝¤ˇA«OĂŇĄiľa˛k±µˇC
Ą|ˇBąq¬y¤U°®É¶ˇˇ]0-40ˇ^ˇA˝Ő¸`¦ą°ŃĽĆĄi¦ł®Ä§ďµ˝¦b˛k±µµ˛§ô®É˛ŁĄÍĄW§|ˇC
¤ˇB©µ®đ®É¶ˇˇ]1-20Sˇ^ˇA˛k±µµ˛§ô«á©µ®É«OĹ@®đĹéˇAĄi¦ł®ÄŞş«OĹ@˛kÂI¤Ł·|®ń¤Ćµo¶ÂˇC
Ąi׸ɽdłň
¶ě®ĆĽŇ¨ă ˝ÄŔŁĽŇ¨ă ŔŁĹ±ĽŇ¨ă ¬ÁĽţĽŇ¨ă §j¶ěĽŇ¨ă ľó˝¦ĽŇ¨ă »É¦XŞ÷ĽŇ¨ă ľTĽŇ¨ăµĄ
˛k¸É˝dłňˇC
¦UşŘŞ÷ÄÝłˇĄóŞş·ĆĂä ŻUĂä °v¤Ő ĄWĽŃ ®đ¤Ő ˛ÓÁ_ ×´_´ă©·˛kľ÷˛k±µ«áĽŇ¨ăŻĘł´ˇ]¦pŞí±ĄWĄYˇA®đ¤ŐµĄˇ^˛k¸É©ńąq
Ą[¤uˇAşŻ´á¤Îłn´á¤ĆłB˛z«áŞşĽŇ¨ăˇC





Áp«Yąq¸Ü18056330781
·L«H¦P¸ą













