







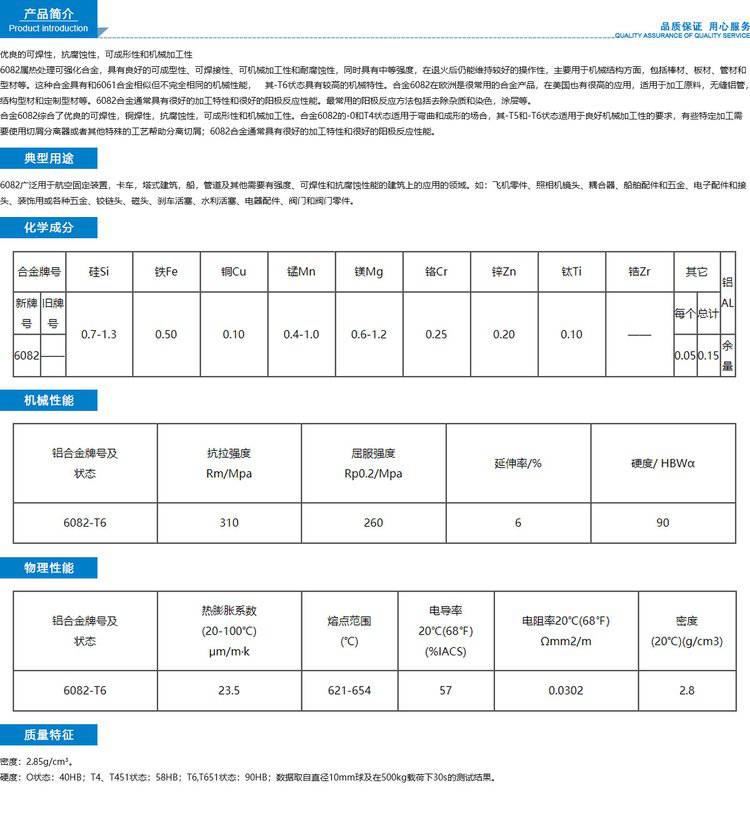
| 品牌:尚榮合金 | 材質:6082-T6 | 產地:河南 |
尚榮6082合金鋁板的生產控制極其。首先是熔煉,6082合金特點是含Mn,Mn是難熔金屬,熔煉溫度應控制在740-760℃。取樣前需要均勻攪拌兩次以上,保證金屬熔化、溫度準確、成分均勻。攪拌後在鋁液深度的中部、爐膛左右兩側各取一個樣進行分析,分折合格後轉爐;其次是凈化與鑄造工藝中,熔體轉入靜置爐後,用氮氣和精煉劑進行噴粉、噴氣精煉,精煉溫度735-745℃,時間15分鐘,精煉完後靜置30分鐘。通過此過程除氣、除渣、凈化熔體。熔鑄時在鑄模至爐口間有兩道過濾裝置,爐口有泡沫陶瓷過濾板(30PPI)過濾,鑄造前用14目玻璃纖維絲布過濾,充分濾去熔體中的氧化物、夾渣。
鋁板是金屬板材中難焊接的一種,普能電弧焊根本焊不了,但也不是不能焊,比如可以用特殊焊劑錫釬焊、激光焊、氬弧焊、氧乙炔氣焊等,其中以氬弧焊易操作,其它方法除激光焊外已經很少在實際生產中應用了。
因為此焊條熔點太低。焊接一次性成功效果更佳,焊接工在做6082鋁板焊接的時候需要知道的一些知識:
1.焊條不能用焊槍先加熱後蘸取焊粉。因6082鋁板熔旋切刀具點太低,第二次再加熱時,6082鋁板極易變形。
2.內膽放置濕毛巾,保護到位,因為焊接空間很狹小,因此務必注意冰箱的保護。
3.焊槍火焰不能過長,且用微火加熱,否則分散劑6082鋁板極易熔化。
4.焊接完畢,要等尼龍絲漿料二、三分鐘管子冷卻後才水泥儲存庫能接觸,否則焊點易漏。
5.焊條均勻涂抹焊劑,才能確保焊點的質量。
6.焊接時間不能過長,因熔點太低時間過長容易導致6082鋁板壁融化或變薄,打壓極易泄漏。
7.焊條不能用焊槍先加熱後蘸取焊粉,因為此焊條熔點太低。





焊接性好6082-T6西南鋁板焊接性好6082-T6西南鋁板焊接性好6082-T6西南鋁板













