






,高配置,適合重切削的龍門加工中心
FP係列龍門加工中心目前居於水平。其設計結合了進的 3D CAD 軟件以及克 雷亞 60 餘年來在加工中心設計制造領域積累的豐富經驗。其流程以可靠性 (RELIABILITY) 理念為基礎。該理念為 尼古拉斯?克雷亞集團公司的產品戰略支柱之一。
其設計採用不同的技術方案提高龍門結構的堅固性, 確保剛度和精度。其適當尺寸的框架結構, 提供了良好 的剛度和阻尼性能。 同時, 驅動係統及運動機構和良好的動態性能。
功率和精度是大型工件加工的關鍵因素, 因此尼古拉斯?克雷亞(Nicol s Correa)這一型號產品採用剛性設計, 同時採用多個技術解決方案來達到精度要求。
產品所有的關鍵構件都經優化尺寸設計, 擁有巨大的橫截面, 而運動結構則均為適當的尺寸設計並採用了間隙解決方案。
剛性、阻尼性能和精度的綜合平衡是機床的關鍵:
床身、工作臺立柱、橫梁、鞍座和滑枕均由 GG30 鑄鐵制造。所有材料在加工之前都已經過多次消
除應力。
由 GG30 鑄鐵制造的各單元的組合能夠提供一個真正協調的加工中心,剛性和阻尼性能。
此外, 不同類型的滑軌組合也進一步增強了該設計的協調性。
X 和 Y 軸直線滑軌 (雙列滾子型直線軸承) ; 長尺
憑借其良好的剛度、精度以及多功能性, 加工中心, 主要應用於具有嚴格公差要求的精加工
作業以及提高生產率的高強度粗加工作業。
該加工中心配備進的各類五面體或者五軸聯動銑頭和各類附件, 成為通用型柔性加工中心,
以滿足粗加工和精加工應用需求, 是一款多功能加工中心。
該加工中心的特徵如下:根據有限元法 (F.E.M.) 設計
整個設計是通過3D-CAD 軟件計算以及 F.E.M.有限元法分析來滿足剛度和阻尼要求, 旨在控制機床的動態性 能。
憑借良好靜態剛度基礎和大截面, 所有結構部件均具備適當的尺寸。此外, 整體結構通過優化內部肋條布置, 並採
用厚壁吸收高切削力和動態力。
機床主要鑄件總重, 不包含附件情況下: 框架的材料為 GG30 鑄鐵
為提高加工中心的剛度, 大小合適的結構採用 GG30 鑄鐵材料, 能夠實現剛度、 阻尼性能與動態性能三者的完
美平衡。

尼古拉斯?克雷亞集團設計和生產。憑借長達 60 年的豐富經驗, 以及對吸收, 通過熱處理和振 動時效流程控制材料的高質量和穩定性。加工和組裝之前, 各零件均十分穩定, 且應力。零部件的完善加工流
程均根據國際規範制定。
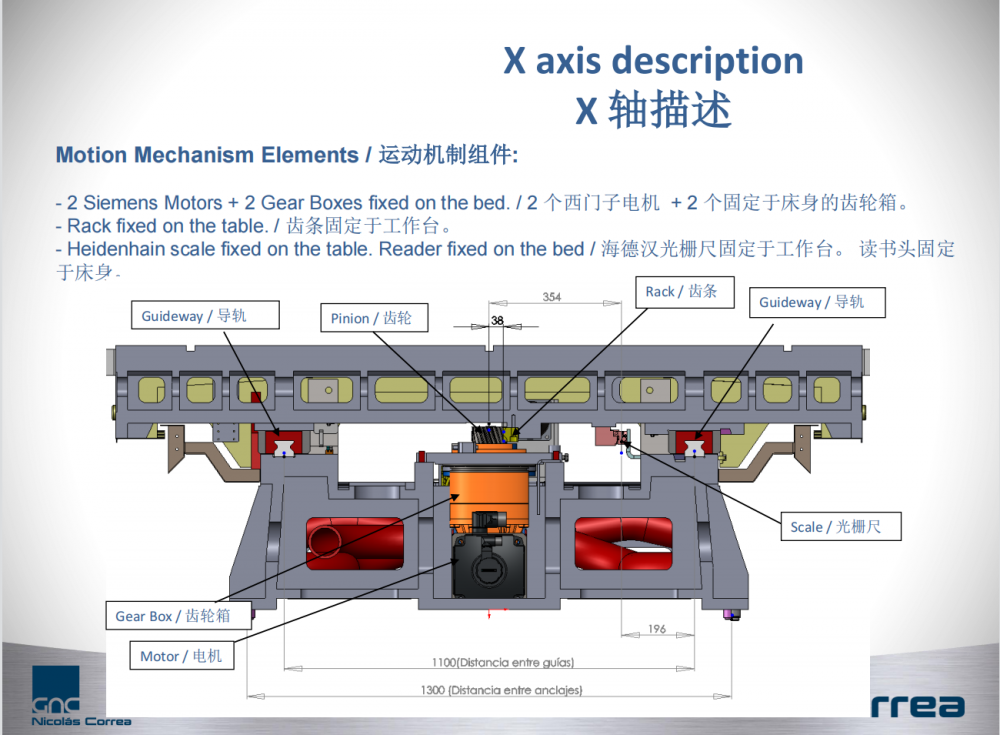
驅動係統及運動機構
我們選取適當的運動機構以及驅動機構 (摩擦導軌、線性導軌、滾珠絲杠以及電機等) , 以軸向推力和能 耗之間的平衡 (軸向推力與框架結構的剛度相一致) 。
所有運動機構均由供應商提供, 並採取不同的解決方案機床的間隙, 以增強阻尼性能和精度.
X、Y、Z 軸上都配備有光柵尺 ( Heidenhain 或 Fagor) , 銑頭 B/C 軸配備有圓光柵 ( Heidenhain) 。 光柵尺、 圓光柵、傳感器以及運動機構相互之間非常接近, 改善了測量過程, ***終提高加工中心的精度。
安裝條件和協助
在機床安裝之前,買方須同時安裝好有關機床使用所需的氣源、電源等設施。
買方須負責提供機床抵達買方現場卸裝和機床安裝所需吊裝設備(包括使用優先權), 同時須提供一人以上***工程人員專職全程協助制造 商安裝工程人員的安裝工作。
安裝計劃
合同機床發往買方工廠 10 天前, 制造商將書面形式通知買方機床安裝和調試的計劃。
制造商將派代表到買方現場, 與買方一起進行機床的卸貨和開箱工作。
安裝調試時間
在以上要求的在買方工廠安裝調試條件已準備好的情況下, 制造商將在 40 個工作日內完成安裝調試工作。
在買方工廠的培訓
機床的安裝調試完成與***終驗收合格後,制造商應用工程師將對買方進行為期 5 工作日的培訓。 培訓將包括機床操作和維護。此項培訓的內容安 排將提前發送給買方。
保修期
制造商提供 12 個月或 3000 主軸工作小時 (以先到時間為主) 的保修服務。保修期自機床交付之日起計。
保修期服務與維修

若機床由於制造商設計或制造問題而出現的故障,制造商負責免費維修和更換需要更換的零部件。買方須歸還被更換的零部件,制造商 承擔相應的運輸費用。







