





壓濾機作為工業生產中實現固液分離的關鍵設備,其穩定運行對生產效率和產品質量起著至關重要的作用。軸類部件作為壓濾機的核心傳動組件,在長期高負荷運轉過程中,因承受復雜的機械應力、摩擦磨損以及腐蝕等多重因素影響,極易出現磨損、變形等失效問題。一旦壓濾機軸出現故障,不僅會導致設備停機,引發生產中斷,還可能造成巨大的經濟損失。傳統修復方法在應對壓濾機軸失效問題時,往往存在諸多局限性,如補焊易產生熱應力集中導致軸變形甚至斷裂,電刷鍍涂層厚度受限且結合強度不足易剝落等。
激光熔覆技術作為一種先進的表面修復與強化技術,近年來在壓濾機軸修復領域得到了廣泛應用。該技術利用高能激光束作為熱源,將特定合金粉末或陶瓷粉末等熔覆材料與軸基體表面快速熔化並凝固,形成一層與基體呈冶金結合的熔覆層,從而有效恢復軸的尺寸精度,顯著提升軸表面的耐磨、耐蝕及抗疲勞等性能,為壓濾機軸的、可靠修復提供了全新的解決方案。


激光熔覆修復壓濾機軸工藝流程
1、 軸表面預處理
<1>、清洗
採用有機溶劑(如丙酮、酒精等)對壓濾機軸表面進行清洗,去除軸表面的油污、灰塵、雜質等污染物,確保後續處理工序的順利進行。清洗後,可利用超聲波清洗設備進一步強化清洗效果,保證軸表面清潔度。
<2>、打磨
使用打磨工具(如砂紙、砂輪等)對軸表面磨損、腐蝕及變形區域進行打磨處理,去除軸表面的氧化層、疲勞層以及損傷層,使軸表面露出新鮮金屬基體。打磨過程中,需嚴格控制打磨深度和粗糙度,避免對軸基體造成過度損傷,同時保證軸表面平整,為後續熔覆層的均勻涂覆奠定基礎。
<3>、探傷檢測
採用磁粉探傷、滲透探傷或超聲波探傷等無損檢測方法,對經過清洗和打磨後的軸進行探傷檢測,以確定軸表面及內部是否存在裂紋、氣孔、砂眼等缺陷,並標記缺陷位置和尺寸。對於發現的較大缺陷,需提前進行預處理,如採用機械加工方法去除缺陷區域,然後再進行激光熔覆修復。
2、熔覆材料選擇
根據壓濾機軸的工作環境、失效形式以及性能要求,合理選擇熔覆材料至關重要。常用的熔覆材料包括鎳基合金、鈷基合金、鐵基合金以及陶瓷顆粒增強金屬基復合材料等。
<1>、鎳基合金
鎳基合金具有良好的耐蝕性、高溫穩定性和抗氧化性能,其優異的綜合性能使其適用於在腐蝕環境或高溫工況下運行的壓濾機軸修復。例如,在處理具有腐蝕性物料的壓濾機中,採用鎳基合金作為熔覆材料,能夠有效提高軸表面的抗腐蝕能力,延長軸的使用壽命。
<2>、鈷基合金
鈷基合金具有出色的高溫硬度、耐磨性和抗熱疲勞性能,在高溫、高負荷以及強磨損工況下表現。對於在高溫環境中頻繁啟停、承受較大機械應力和磨損的壓濾機軸,選擇鈷基合金熔覆材料可顯著提升軸的耐磨、耐熱性能,增強軸的可靠性和穩定性。
<3>、鐵基合金
鐵基合金成本相對較低,且具有較高的強度和硬度,在一般磨損和中等腐蝕環境下具有較好的適用性。對於一些對成本較為敏感、工作條件相對溫和的壓濾機軸修復,鐵基合金是一種經濟實用的熔覆材料選擇。

2、陶瓷顆粒增強金屬基復合材料
陶瓷顆粒(如碳化鎢 WC、碳化鈦 TiC 等)具有高硬度、高耐磨性和良好的化學穩定性。將陶瓷顆粒添加到金屬基體中形成的復合材料,兼具陶瓷的高耐磨性能和金屬的良好韌性,能夠地提高熔覆層的硬度、耐磨性和抗衝刷性能。在壓濾機軸面臨嚴重磨粒磨損的工況下,採用陶瓷顆粒增強金屬基復合材料作為熔覆材料,可有效抵禦固體顆粒的衝刷和磨損,顯著提高軸的耐磨壽命。
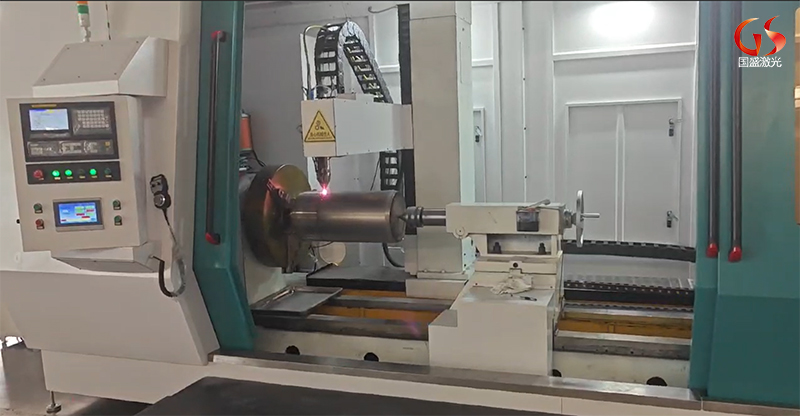
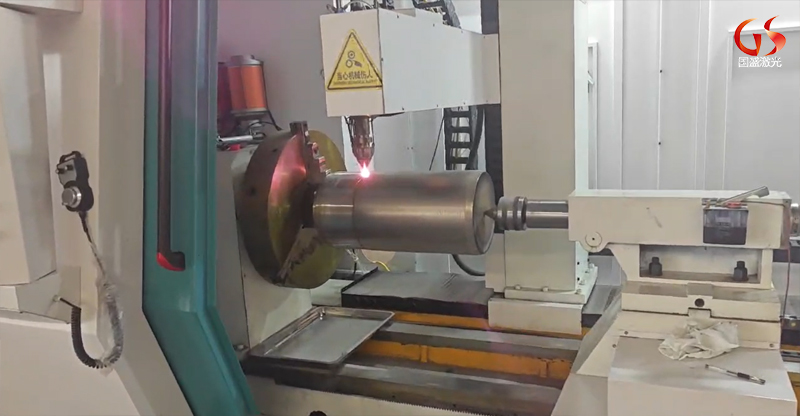
3、激光熔覆操作
<1>、確定工藝參數
通過前期試驗和模擬分析,結合壓濾機軸的材質、尺寸、修復部位以及所選熔覆材料特性,確定佳的激光熔覆工藝參數,包括激光功率、掃描速度、送粉量、光斑直徑、搭接率等。這些參數相互關聯、相互影響,對熔覆層的質量和性能起著決定性作用。例如,激光功率過高可能導致熔池過熱,引起熔覆層組織粗大、出現氣孔和裂紋等缺陷;掃描速度過快則可能使熔覆材料熔化不充分,影響熔覆層與基體的結合強度。因此,在實際操作前,經過反復試驗和優化,以獲取佳工藝參數組合。
<2>、送粉與激光熔覆
在確定好工藝參數後,將選定的熔覆粉末通過送粉裝置均勻地送入激光作用區域。送粉方式主要有同步送粉和預置粉末兩種。同步送粉是在激光掃描的同時,將粉末直接送入熔池,這種方式能夠實時控制粉末的加入量,使粉末與激光能量同步作用,有利於獲得高質量的熔覆層,在實際生產中應用較為廣泛。
隨著激光束沿著預定路徑對軸表面進行掃描,熔覆粉末在激光能量的作用下迅速熔化,與軸基體表面薄層金屬相互融合,形成連續、致密的熔覆層。在熔覆過程中,需密切關注熔池的狀態,如熔池的溫度、形狀和流動性等,通過調整工藝參數確保熔覆過程的穩定性和熔覆層質量的一致性。


4、修復後處理
<1>、熱處理
為激光熔覆過程中產生的殘餘應力,改善熔覆層的組織性能,提高熔覆層與基體的結合強度,對修復後的壓濾機軸進行適當的熱處理。常用的熱處理方法包括去應力退火、回火等。去應力退火一般在較低溫度下進行,通過保溫一段時間,使軸內部的殘餘應力得以釋放,避免在後續使用過程中因殘餘應力導致軸變形或開裂。回火處理則可根據熔覆層材料和性能要求,選擇合適的回火溫度和時間,調整熔覆層的硬度、韌性等力學性能,使其滿足實際工作需求。
<2>、機械加工
經過激光熔覆和熱處理後的軸,其表面熔覆層厚度和尺寸精度可能無法完全滿足使用要求,需要進行機械加工。採用車削、磨削等機械加工方法,對軸的修復部位進行加工,使其尺寸精度、圓度、圓柱度等形位公差符合設計要求。在加工過程中,需合理選擇刀具和切削參數,控制加工餘量,避免對熔覆層造成損傷,確保修復後的軸能夠與其他部件良好配合,正常運行。
<3>、質量檢測
對修復後的壓濾機軸進行的質量檢測,是確保修復效果和軸可靠運行的關鍵環節。主要檢測項目包括外觀檢測、尺寸精度檢測、硬度檢測、金相組織分析以及無損探傷檢測等。
外觀檢測主要檢查軸表面熔覆層是否平整、光滑,有無明顯的氣孔、裂紋、剝落等缺陷;尺寸精度檢測採用量具(如卡尺、千分尺、三坐標測量儀等)對軸的關鍵尺寸進行測量,確保其符合設計圖紙要求;硬度檢測通過硬度計測試熔覆層及基體不同部位的硬度,評估熔覆層的強化效果;金相組織分析利用金相顯微鏡觀察熔覆層的微觀組織結構,判斷其是否均勻、致密,以及與基體的結合情況;無損探傷檢測再次採用磁粉探傷、滲透探傷或超聲波探傷等方法,對軸進行探傷,檢查修復部位及整個軸體是否存在內部缺陷,確保軸在使用過程中的性。

結論
激光熔覆技術憑借其的優勢,在壓濾機軸修復領域展現出了廣闊的應用前景。通過對壓濾機軸失效形式及原因的深入分析,採用科學合理的激光熔覆修復工藝流程,能夠、地修復軸的磨損、腐蝕等缺陷,顯著提升軸的表面性能和使用壽命,為壓濾機的穩定運行提供有力保障。隨著激光技術的不斷發展和完善,以及對熔覆材料和工藝研究的持續深入,激光熔覆修復壓濾機軸技術將不斷創新和優化,在工業生產中發揮更加重要的作用,助力企業實現、綠色、可持續發展。













