







| 品牌:貢力 | 規格: | 材質:標準 |
| 產地:日本 |

日本住友硬質合金是有史以來成功的合成工程材料之一。它在強度、硬度和韌性方面的結合能很好地滿足
絕大部分的應用需求。由住友硬質合金加工成的耐磨部件提高了眾多產業領域的生產力,僅舉幾例,即有金屬切
削、採礦、礦物和土木工程、農業、食品加工和紡織業。盡管這些行業各不相同,但都有一個共通點:對抗衝擊
、耐腐蝕和抗磨損性能的迫切需要。這就是他們使用住友生產的硬質合金耐磨部件的原因。XF1 AF1 AF0 AFU
A1 KD20 KH12 KH03 KH05 A1 H1 F0 F1 D2 GR30 G1 G2 G5 G6 G7 G8 EH10 ZF16這些材質很大程度
上都能克服變形,衝擊,重載,高壓,腐蝕和高溫等嚴酷條件。
材質介紹:
超超微粒合金「AF1 XF1」
比以往材質更加微細化,兼具高韌性、高硬度,實現了優異刃立性的高水平的材質。
超微粒合金「A1」
超微粒合金A1是耐磨損性韌性高、通用性優異的材質。
微粒合金「H1」
用於加工非鐵金屬,是的材質。
一般硬質合金「EH10」
在鑄鐵和難削材的一般加工應用中得到很高評價的材質。是適用於鑽頭、絞刀用的合金。
「KH係列」
KH03具有可與A1匹敵的強度(抗折力)和硬度,而且耐崩口性與超微粒材質相比有了大幅的改善。
KH05硬質合金的粘結劑量高於KH03,提高了強度(抗折力)、耐崩口性的材質。

超微粒用超硬質合金:
在IGETALLOY豐富的材質種類中適用於模具材料的「硬質板材」和適用於鑽頭絞刀材料的「硬質棒材」實現了庫
存化。
硬質合金「IGETALLOY」,擁有長期實績和適用各種用途品種豐富的材質係列,因其優異的性能深受廣大用戶青
睞。
IGETALLOY備有改變了主要成分WC粒度、TiC、TaC等的復式碳化物成分及其添加量以及結合材Co的添加量的多種組織和組成的切削工具用硬質合金,通過對它們的區別使用,在多樣的被削材、切削條件之下發揮優異的耐磨損性和韌性的。
|
| IGETALLOY的特點是將主要成分WC組織控制在0.2∼1μm以下的超微粒, 是兼備了高強度和硬度的硬質合金。另外,具有優異的鋒利性,加工面的表面成色也很優異。 靈活運用這些特長,在以φ0.1mm以下的印刷電路板用鑽頭為首的鑽頭、立銑刀材料和 薄刃切口刀、精密模具等多種用途中發揮優異性能。 |
圖片展示:

硬質合金的組成與應用前景:
 |
粉料硬質合金是一係列由粘結劑粘結碳化物顆粒組成的合成材料。碳化物的比例通常佔合成物總重量的70%-97%,其晶粒粒度平均在0.2-14 ?m之間。 |
硬相碳化鎢(WC)與粘結相鈷(Co)組成了基本的硬質合金結構,並以此基礎開發了其它類別的硬質合金。除
了純碳化鎢-鈷組成——還包括了碳化鈦(TiC)、碳化鉭(TaC)、碳化鈮(NbC)等按不同比例組合而成的硬
質合金。
這些碳化物能夠互溶,並含有高比例的碳化鎢。同樣,以鈷作粘結相或完全由其它合金元素如鎳(Ni)、鉻(Cr)、鉬(Mo)、鐵(Fe)等替代也可產生硬質合金。因此,三類相構成了硬質合金。在冶金詞表中,碳化鎢相被稱為α相,粘結相(如鈷、鎳等)稱為β相,其它單獨或合成碳化物相(碳化鈦、碳化鉭、碳化鈮等)為 相。除了應用於金屬切割,國際上對於硬質合金的應用領域並沒有明確地分類。但是,根據硬質合金牌號我們能把它歸於以下幾類: |  |
制造工藝 粉末冶金材料首先是根據產品要求將各種所需的粉料按的比例混合。 |  |
![]()
日本住友鎢鋼優勢:
航空宇宙-食品加工-機械零部件-金屬切削-石油與天然氣工業-資源再生-軟質材料切削-石材鋸切與碎石
在很大範圍內,硬質合金兼具良好的硬度和韌性,因此其成為適用性廣的硬質材料,廣泛應用於工程和工具
產品。
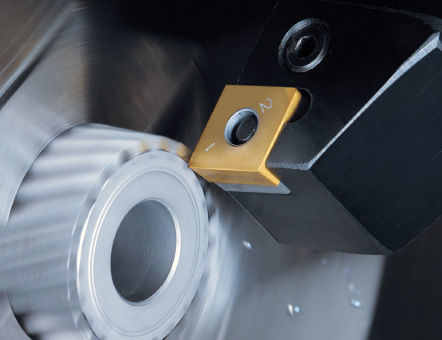
硬質合金擁有的硬度和耐壓強度,且具有的耐磨性和可靠性。因其硬度高,耐磨和削切刀刃鋒利這些
特點,廣泛適用於制造耐磨部件、金屬切割工具。
硬質合金是制造鑽頭鑲齒的理想材料,因為它具有高硬度、抗擊強度和導熱係數的特性。
石油與天然氣工業所用的許多設備要在惡劣環境下作業,不僅需要抵抗含沙粒和其他研磨介質的高速流體的侵
蝕,還要抵擋住腐蝕損害。綜合上述兩個因素,石油和天然氣工業逐步轉向使用更多的硬質合金配件。
公司優勢
![]()
統一“有多少顧客就有多少訂單”的認識,公司日常備有70個產品類別,以滿足各種高水平的顧客需求。
為了向顧客提供具有較高性與可靠性的產品,公司憑借的體制實施質量管理,以此確保品質,並不斷完善顧客滿意的體制。
公司以的體制為軸心,以“短2天,快速交貨”為目的,迅速應對需求,為顧客提供“時間上的附加值”。
公司憑借的開發能力與行業高水準的技術能力,不斷致力於先進硬質合金材料的開發、研究工作。
技術指導:(車削加工的問題及對策)
問題:後刀面摩損
原因:刀具材質的耐磨性不足·前刀角過小·切削速度過高·進給量極低
對策:選擇耐磨性高的材質·增大前刀角·降低切削速度·增加進給量
問題:月牙洼磨損
原因:刀具材質的耐月牙洼磨損性不足·前刀角過小·切削速度過高·進給量和切深過大
對策:選擇耐月牙洼磨損性高的材質·選擇平滑性高的涂層·增大前刀角·選擇正確的刀片斷屑槽·降低切削速度·減小進給量和切深
問題:刀尖損傷
原因:切刃小崩口·刀具材質的韌性不足·切屑粘附導致切刃脫落·切刃強度不足·進給量和切深過大
對策:選擇韌性高的材質·選擇不易粘著的材質涂層/金屬陶瓷材質·增大切刃的倒圓量·減小前刀角·減小進給量和切深
問題:切刃崩損
原因:刀具材質的韌性不足·切刃強度不足·刀桿強度不足·進給量和切深過大
對策:選擇韌性高的材質·選用切刃強度高的刀片斷屑槽·選擇大橫切刃角的刀桿·選擇刀柄尺寸大的刀桿·減小進給量和切深
問題:積屑瘤的附著
原因:選定的材質不合適·切刃鋒利性差·切削速度過低·進給量過低
對策:選擇與被削材料親和性低的材質涂層/金屬陶瓷材質·選擇平滑性高的涂層·增大前刀角·減小倒圓·提高切削速度·增加進給量
問題:塑性變形
原因:刀具材質的耐熱性不足·前刀角過小·切削速度過高·進給量和切深過大·切削油不夠
對策:選擇耐熱性高的材質·增大前刀角·降低切削速度·減小進給量和切深·適合的切削油量
問題:境界損傷
原因:刀具材質的耐磨性不足·前刀角過小·切削速度過高·進給量過高·切深不變
對策:選擇耐磨性高的材質·選擇平滑性高的涂層·增大前刀角·降低切削速度·降低進給量·改變使切深變動的邊界位置
住友硬質材料以自身所具備的優異性能,能夠不斷提高客戶的生產力。作為的綜合性供應商,我們能把握產品的整個供貨周期。對整套流程的管理保證了我們產品的品質,同時靈活地滿足各個客戶的需求,如牌號組分,幾何孔徑和尺寸大小等。
東業大拓硬質合金事業部——聯係方式 0769-82990080 |








